
Products & Equipment
Pits & Quarries
Conveyor lubrication in quarries
Lubrication specialists tackle best practices.
July 30, 2018 By Mike Deckert and Gabriel Lopez

They are used extensively to move material (crushed stone, rocks, etc.) to and from crushers. Conveyors can be stationary, such as in feeding a main crusher or stacker, or they can be on portable equipment, such as screens.
Some refer to these types of conveyors as “belt conveyors” or “conveyor belts” where the product is loaded onto a “rubber” belt, which moves across a series of rollers in an endless loop, powered at one end by a head pulley. On the opposite end you have the tail pulley and on some longer conveyors you may also have idlers, which remove the slack in the belt (and can be periodically adjusted either automatically or manually). Most common to all these are bearings located on either side, usually found in-behind guards at both ends of the conveyor and idlers.
Conveyors are subjected to the high impact of material being loaded onto the belts/rollers every day as well as drag on the belt as the heavy material is moved along the rollers extending over long distances. For “stacker-type” conveyors some of these bearings are found high in the air and are not reachable from the ground. With some applications, there are even potential safety issues in getting a technician to the location to lubricate. It is easy to see how these bearings get lost in some maintenance routines.
Worn or seized bearings contribute to:
- Roller misalignment causing pre-mature belt wear, torn/ripped belting;
- High power consumption by the conveyor drives;
- Reduced or loss of production; and
- Roller and conveyor frame damage.
Proper lubrication maintenance of these conveyors and bearings can significantly increase the life of the conveyor and its components.
Furthermore, properly lubricated and aligned bearings can, in a very short time, result in major benefits not only for the conveyor itself, but also for maintenance and production.
Benefits
- Increases life of critical wear points = Protect your investment;
- Less unplanned downtime = Increased profits and faster ROI;
- Fewer repairs and replacement parts to stock = Lower operating cost;
- Reduces operator involvement = Keeps them focused on their primary job; and
- Improves safety = No climbing over and under equipment to lubricate.
Luckily, both manual and automatic solutions are available within the market – for some, as close as their own maintenance departments.
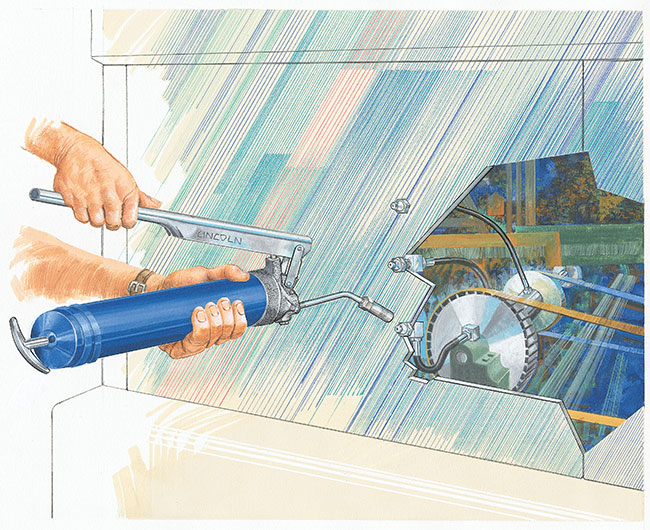
One simple solution for those hard-to-reach, dangerous location or guarded bearings would be to remote the bearing grease fitting to a point outside of the guarding or down the frame from the bearing located up high. This can be accomplished by using hydraulic fittings threaded into the bearing inlet (see Illustration #1) – hydraulic hose is then run to a location to where personnel can lubricate in an open and safe area. This also allows for the lubrication practice to occur while the bearings are running. Lubricating bearings while they are running results in the most efficient lubrication and offers the biggest benefit to the bearing itself, as lubricant is applied to the entire surface of the bearing as it spins, and not just one spot.
Single point automatic lubricators (SPALs) are another relatively inexpensive solution for conveyor bearing lubrication. SPALs were discussed in some detail in the article, “Lubricating Crushing Machines in Quarries,” in the October 2017 issue of Rock to Road.
Available in a wide range of configurations, SPALs are typically used for lubrication points that are located in hard-to-get locations. Also, where conveyors are more seasonal in operation, SPALs can be employed and set to operate for a specific amount of time (one, three, six months, etc.). These provide peace of mind that the right amount of the right lubricant is consistently being delivered.
Many quarry and aggregate operations have central locations where multiple conveyors are located, each with its own purpose or requirements or product being moved. For these locations, installing remote lines for manual lubrication or SPALs could result in higher annual costs in replacement parts or labour. These locations are where there is a potential for automatic lubrication systems or autogreasers. On portable machines that already have autogreasers installed, it is common to include conveyor points within the scope of coverage of the autogreaser.
The biggest benefit of installing a proper automatic lubrication system to suit your needs is that the bearings will be receiving grease while the machine is in operation. Other benefits include:
- Even grease film thickness/coverage reducing the metal to metal component wear;
- Consistent grease wedge developed around the bearing, acting as a barrier, reducing the potential of contamination, water and dust entering the bearing;
- Lower power consumption and smoother machine operation;
- Safety for maintenance and operating personnel;
- One time long-term investment can be more economical than annual replacement costs of SPAL; and
- Less lubricant handling, wastage and potential material spoilage.
Usually, the only equipment you can see while passing by a quarry operation is one end of a conveyor belt shooting up high into the air – material coming off the belt like a waterfall. Next time this happens, ask yourself, “When was the last time the bearings at the end of that conveyor were lubricated?”
In this article, we’ve covered some of the lubrication options available – some inexpensive, some less so, but all economically preferable to a conveyor breakdown that could have been avoided.
Mike Deckert is the vice-president of FLO Components and is an active member of the faculty, board of directors and advisory committees for Heavy Duty Equipment Technician and Heavy Duty Equipment Operator at Conestoga College and an instructor of the Lubrication School at Mohawk College. Mike holds an industrial maintenance mechanic licence and has more than three decades of experience on the topic of lubrication as a service technician, off-road lubrication specialist, sales manager, general manager and vice-president within the industry. Gabriel Lopez is the marketing specialist for FLO Components.
Print this page